






Představení modelu
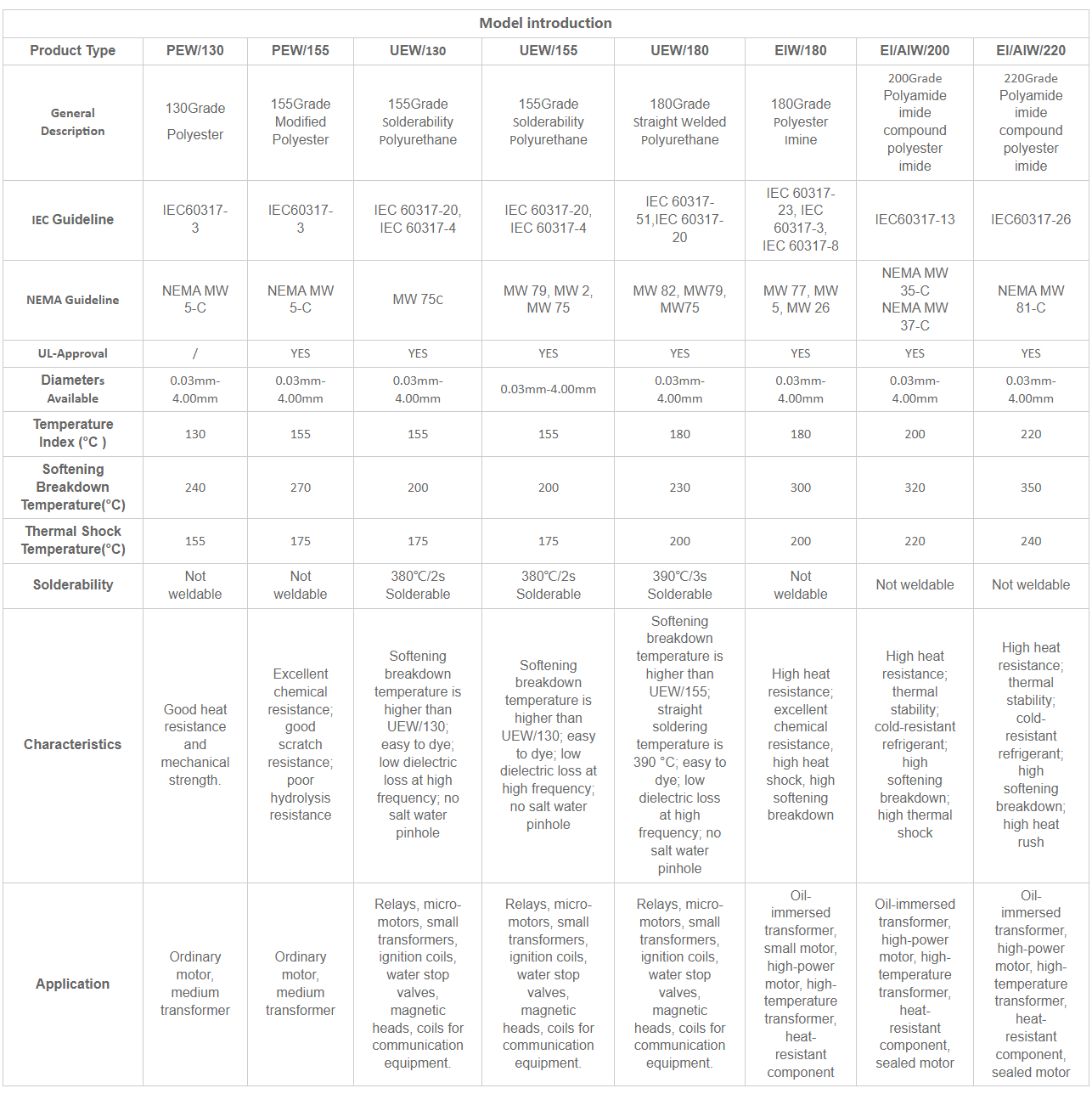
Detail produktu
IEC 60317 (GB/T6109)
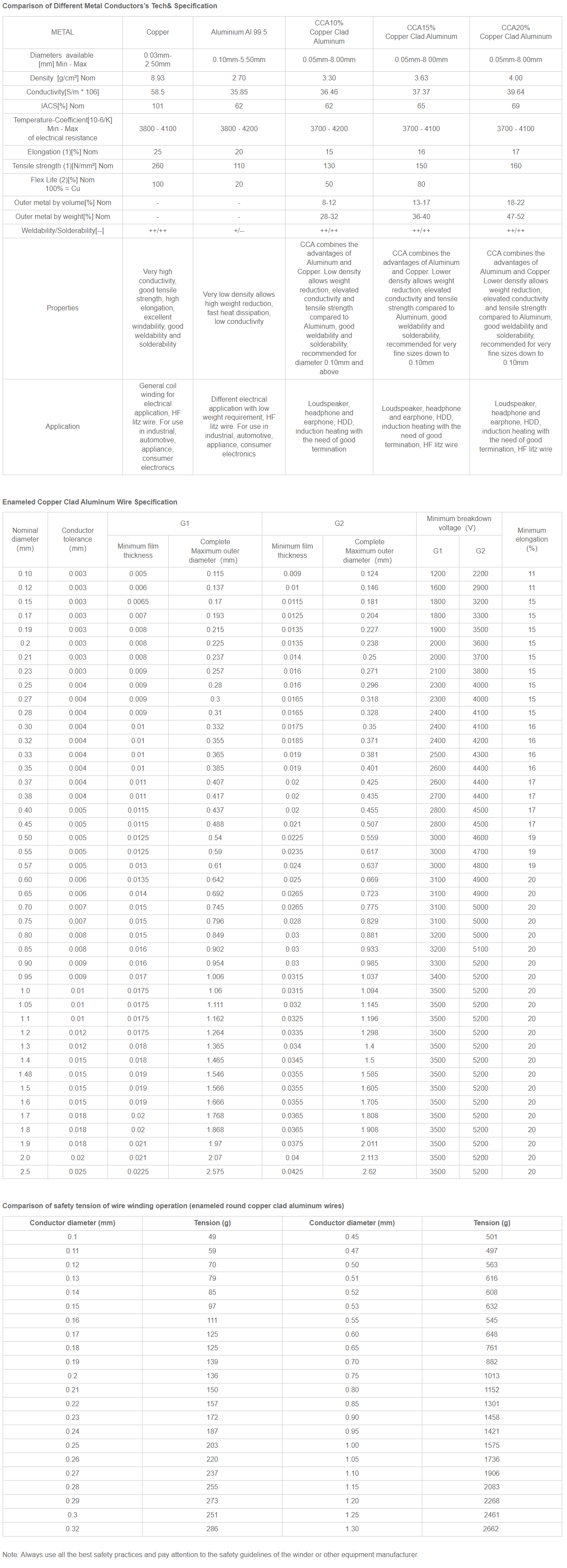
Parametry technologie a specifikace drátů naší společnosti jsou v mezinárodním jednotkovém systému s jednotkou milimetru (mm). Pokud používáte American Wire Gauge (AWG) a British Standard Wire Gauge (SWG), následující tabulka je srovnávací tabulka pro vaši referenci.
Nejzvláštnější rozměr lze přizpůsobit podle požadavků zákazníků.
Opatření pro použití UPOZORNĚNÍ NA POUŽITÍ
1. V úvodu produktu vyberte příslušný model produktu a specifikaci, abyste předešli jeho selhání v důsledku nekonzistentních charakteristik.
2. Při převzetí zboží potvrďte hmotnost a zda je vnější obalový box rozdrcený, poškozený, promáčknutý nebo zdeformovaný; Při manipulaci s ním je třeba zacházet opatrně, aby se zabránilo vibracím, aby kabel spadl jako celek, což by mělo za následek, že by nedošlo k žádné závitové hlavě, přilepenému drátu a hladkému vyložení.
3. Během skladování dbejte na ochranu, zabraňte otlačení a rozdrcení kovem a jinými tvrdými předměty a zakažte smíšené skladování s organickým rozpouštědlem, silnou kyselinou nebo zásadou. Nepoužité produkty by měly být pevně zabaleny a uloženy v původním obalu.
4. Smaltovaný drát by měl být skladován ve větraném skladu mimo prach (včetně kovového prachu). Přímé sluneční světlo je zakázáno, aby se zabránilo vysoké teplotě a vlhkosti. Nejlepší skladovací prostředí je: teplota ≤50 ℃ a relativní vlhkost ≤ 70%.
5. Při vyjímání smaltované cívky zahákněte pravý ukazováček a prostředník za otvor v horní koncové desce navijáku a levou rukou přidržte spodní koncovou desku. Nedotýkejte se smaltovaného drátu přímo rukou.
6. Během procesu navíjení by měla být cívka co nejvíce vložena do krytu výplaty, aby se zabránilo poškození drátu nebo znečištění rozpouštědlem; Při výplatě by mělo být napětí vinutí upraveno podle tabulky bezpečnostního napětí, aby se předešlo přetržení drátu nebo prodloužení drátu způsobenému nadměrným napětím a současně se zabránilo kontaktu drátu s tvrdými předměty, což by mělo za následek lakování poškození filmu a špatný zkrat.
7. Při lepení samolepicí linky spojené s rozpouštědlem věnujte pozornost koncentraci a množství rozpouštědla (doporučuje se methanol a bezvodý ethanol) a věnujte pozornost úpravě vzdálenosti mezi horkovzdušnou trubkou a formou a teplotě, když lepení samolepicí linky lepené za tepla.


